鑄造碳化鎢焊條
- 品牌:抗耐牌
- 型號:YZ
- 市場價:200 元
- 優(yōu)惠價:180 元

鑄造碳化鎢焊條又稱鑄造碳化鎢合金焊條管內(nèi)成分為W2C和WC合金顆粒,硬度93HRA熔點1600-1800度,采用氧-乙炔焰堆焊,具有較高的耐磨性.
|
型號 |
管徑mm |
管長mm |
粒度(目) |
|
YZ5 |
4.0 |
390 |
60~80 |
|
YZ4 |
5.0 |
390 |
40~60 |
|
YZ3 |
6.0 |
390 |
30~40 |

圖(1)鑄造碳化鎢焊條
我們公司的鑄造碳化鎢耐磨氣焊條具有硬度高(采用高標號鑄造碳化鎢粉),可提供粒度從34um-4000um(-5目~+400目)之間的各種規(guī)格的鑄造碳化鎢粉。產(chǎn)品廣泛應用于石油鉆具,工程機械易磨損件的表面補強和硬化。
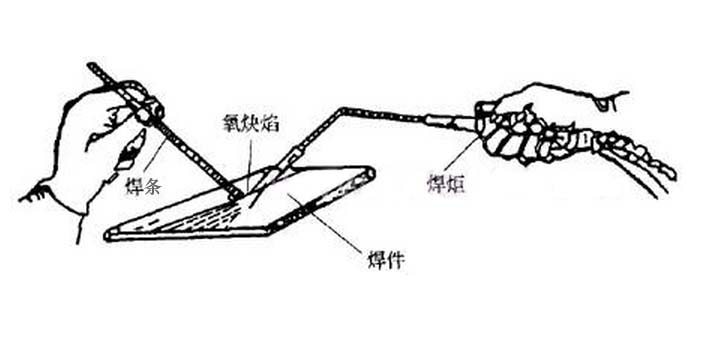
圖(2)采用氧炔火焰熔焊碳化鎢焊條操作示意圖
鑄造碳化鎢焊條操作注意事項
(1)。 焊接火焰的選擇 根據(jù)管狀耐磨焊條的設(shè)計原則及氧-乙炔的特點,應當采用1~2倍碳化焰(內(nèi)焰與焰心長度之比)進行火焰釬焊。
(2)。 火焰功率 火焰功率的大小主要取決于工件的大小和被焊接材料的熱物理性質(zhì),同時也與焊條的直徑有關(guān)。堆焊時大多采用H01-6或H01-12型焊炬,氧氣工作壓力一般為0.3~0.5Mpa,乙炔工作壓力一般為0.02~0.05Mpa。(焊條直徑越大,所采用的焊炬、氧氣壓力、乙炔壓力則越大。)
(3)。 工件的預熱及施焊 由于被焊件的基本材料往往與硬質(zhì)相鑄造碳化鎢的性質(zhì)差異較大,為防止和減少裂紋產(chǎn)生,對于較厚大的工件應進行450~650℃左右的預熱;在始焊處和焊接過程中,應使焊接處的基本金屬處于熒熒發(fā)光的狀態(tài),直至堆焊完成。
(4)。 焊后應使工件緩慢冷卻,避免和減少裂紋產(chǎn)生。
|
鑄造碳化鎢粉規(guī)格 |
鑄造碳化鎢粉化學成分 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
性能
|
|
|
碳化鎢焊條適用于石油鉆具,建材機械,甘蔗破碎刀具,打井鉆頭,秸桿還田粉碎機和飼料粉碎機刀片等易磨損件的堆焊使之成為高硬度耐磨件。